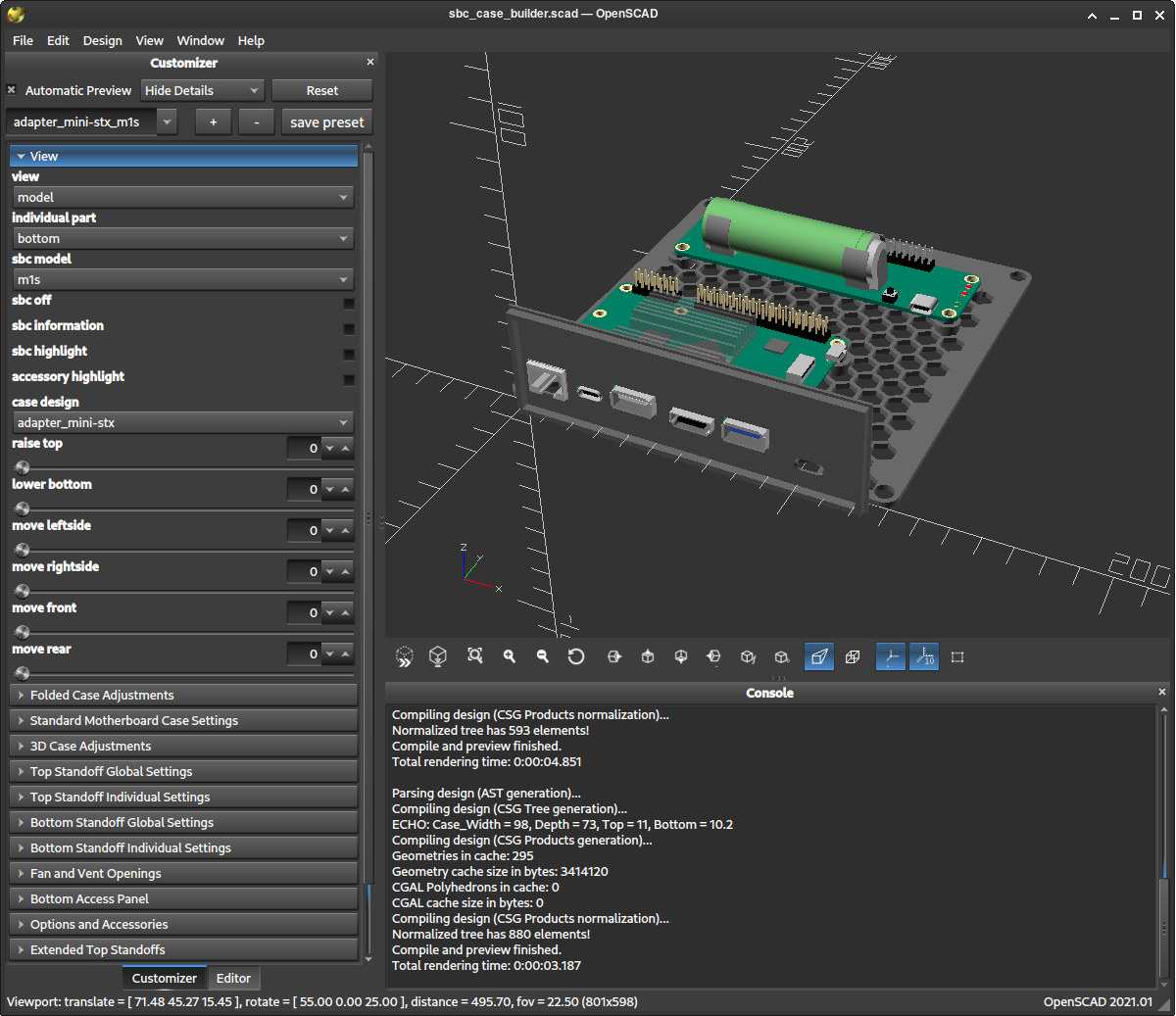
SBC Case Builder V3.0 case design utility has just been released with the ability to create over 1,000 standard cases – not including customization – for popular SBCs from Raspberry Pi, Hardkernel, Orange Pi, Radxa, and others, as well as standard motherboards following Mini-ITX, Pico-ITX, NUC, Nano-ITX, etc.., and SBC adapters following these standards, meaning you could install a Raspberry Pi 5 into a mini-ITX case if needed. SBC Case Builder started as a command line utility for designing DIY case for SBCs relying on OpenSDAD in April 2022, but Edward Kisiel (hominoids) quickly released version 2 with a GUI in October or the same, and has now further improved the utility with the release of SBC Case Builder v3.0. Version 3.0 comes with many improvements but the main focus was to reuse existing and new PC standard form factor cases by creating SBC adapters and custom I/O Shields since […]
SBC Case Builder v3.0 can create thousands of cases for popular SBCs and standard motherboards (mini-ITX, Pico-ITX, NUC…)